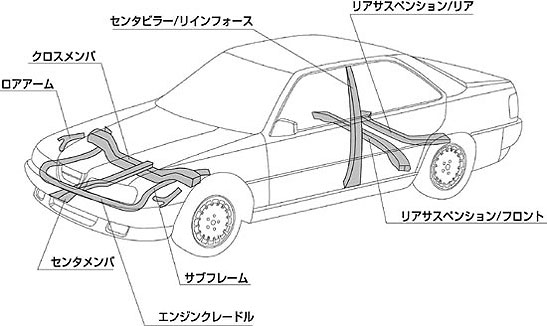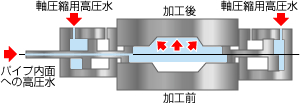
パイプの様な閉断面構造の中側に水圧を加え加工する方法です。
この方法は、板プレス加工で閉断面構造部品を製造する方法と較べると、下記の利点があり、大幅なコストダウン・高強度化が見込まれます。
ハイドロフォーミングの加工方法には、低圧法,高圧法がある。当社実験機では下記加工方法の全てのテストが可能です。
| 成型法 | 加工法の比較 | 設備費 | ||||||
| 内圧成形 | 軸圧縮 | プレス成形 | 拡管率 | 複雑形状 | コーナーR | |||
| 低圧法 | (プレス併用法) | ○ | ○ | △ | △ | ○ | ○ | |
| ○ | △ | △ | △ | ○ | ||||
| 高圧法 | ○ | ○ | ◎ | ○ | ◎ | ▲ | ||

| 型締め | 方式 | 油圧プレス |
| 型締め力 | 3500T | |
| デーライト | 1600mm | |
| ストローク | 1000mm | |
| 上下ダイクッション付き(※) | ||
| 成形内圧 | 常用MAX | 3000atm |
| 軸圧縮 | 方式 | 2重複動シリンダー(※) |
| 軸圧縮力 | (100T+100T)×左右 | |
| 成形型 | 大きさ | MAX1800×1800mm |
| ムービングボルスター方式 | ||
ハイドロフォーミング実験機を使用して出来る周辺技術の紹介
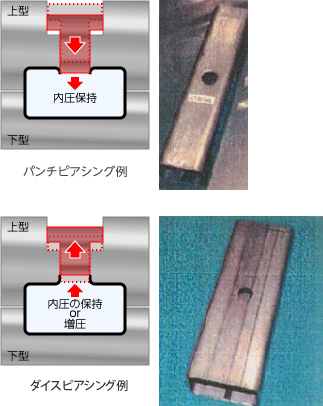
(1)ハイドロピアシング技術
ハイドロ加工後、更に設備に装着したまま、パンチピアシングやダイスピアシング等の加工が可能です。
(2)部分2重管加工方法
製品を部分的に補強することで、製品全体の軽量化を図ります。
(3)つば出し加工
他部品と連結するためのフランジ成形で、ハイドロフォーミング加工機の中で一体成形が可能です。